
ID : 2895
Programming Examples of the Vision Tracking
The below shows programming examples of the vision tracking.
This program is designed for workpieces whose length are less than the tracking range.
Example
Vision tracking is achieved by the following three programs.
-
"Main program"
Main program is a initialization program with regard to the circular tracking.
-
"Workpiece detection program"
Workpiece detection program is a program that detects workpiece positions and saves the obtained data into tracking buffer.
-
"Tracking motion program"
The tracking motion program obtains the positional data of the workpiece from the tracking buffer area, and then
executes tracking and picking up operation by use of obtained positional data.
1.Main program (VisionTracking.pcs (PCS:279B))
Clear the tracking buffer area of conveyor 1, and then start detecting a trigger from vision sensor signal.
TrackInitialize 1, 0Execute workpiece detection program and tracking motion program concurrently.
Run Vision
Run Tracking2. Workpiece detection program (Vision.pcs (PCS:4KB))
Initialize the vision sensor. The contents of initialization are written by the user for respective vision sensors used.
Call visInitializeExecute workpiece detection processing with vision sensor. The contents of work detection processing are written by the user for respective vision sensors used.
Call visSearchObtain the number of detected workpieces by vision sensor. The contents of processing are written by the user for respective vision sensors used.
Call getWorkNum( workNum )Obtain the vision sensor coordinates and the userdata values assigned to workpieces as much as the number of detected workpieces.
The contents of processing are written by the user for respective vision sensors used.
For index = 0 To workNum - 1
Call getVisData( index, visionX, visionY, visionAngl, userData )
...
Next indexThe following program shows the contents of sub-procedure "getVisData()". Vision sensor detection coordinates and user data are returned to the caller of the procedure through a call-by-reference argument of procedure, as a set.
In the following example, a workpiece is considered as being detected when "x = 100[pixel]", "y = 100[pixel]", and "θ = 90[deg]".
Sub getVisData( _
ByVal index As Integer, _
ByRef visionX As Double, _
ByRef visionY As Double, _
ByRef visionAngl As Double, _
ByRef userData As Integer _
)
visionX = 100
visionY = 100
visionAngl = 90
userData = 1
End SubArrange the data obtained by "getVisData()" as an array, and then add it to the tracking buffer.
For index = 0 To workNum - 1
...
arrayVis( index ) = V( visionX, visionY, visionAngl )
arrayUser( index ) = userData
Next index
TrackSetVision 1, workNum, arrayVis, arrayUser3. Tracking motion program (Tracking.pcs (PCS:2KB))
With a TrackStart command, move a robot arm to the home position before starting the circular tracking.
Please note that executing any commands designed for non-tracking mode, such as Move command, will interrupt the tracking motion. (Commands whose name do not start from "Track" will interrupt the tracking motion.)
Move P, P[50]The main loop for the tracking and pick-up motion that is executed whenever a workpiece is detected.
In this program, turning ON of an internal I/O is specified as the loop continuation condition so that the loop can be stopped in the middle of the program.
Do
P[10] = TrackTargetPos(1)
...
TrackApproach P, P[10], 50
...
LOOP UNTIL IO[128] = ONThis is the processing within the loop.
Pick up a workpiece from the tracking buffer and then set it to the tracking target work.
If there are no workpieces detected, the program will wait until workpiece is detected and its data is stacked in the tracking buffer.
P[10] = TrackTargetPos(1)Start the tracking mode. The robot does not start its motion at the timing of this command execution.
The robot starts its motion once a tracking motion command, such as TrackApproach, is executed.
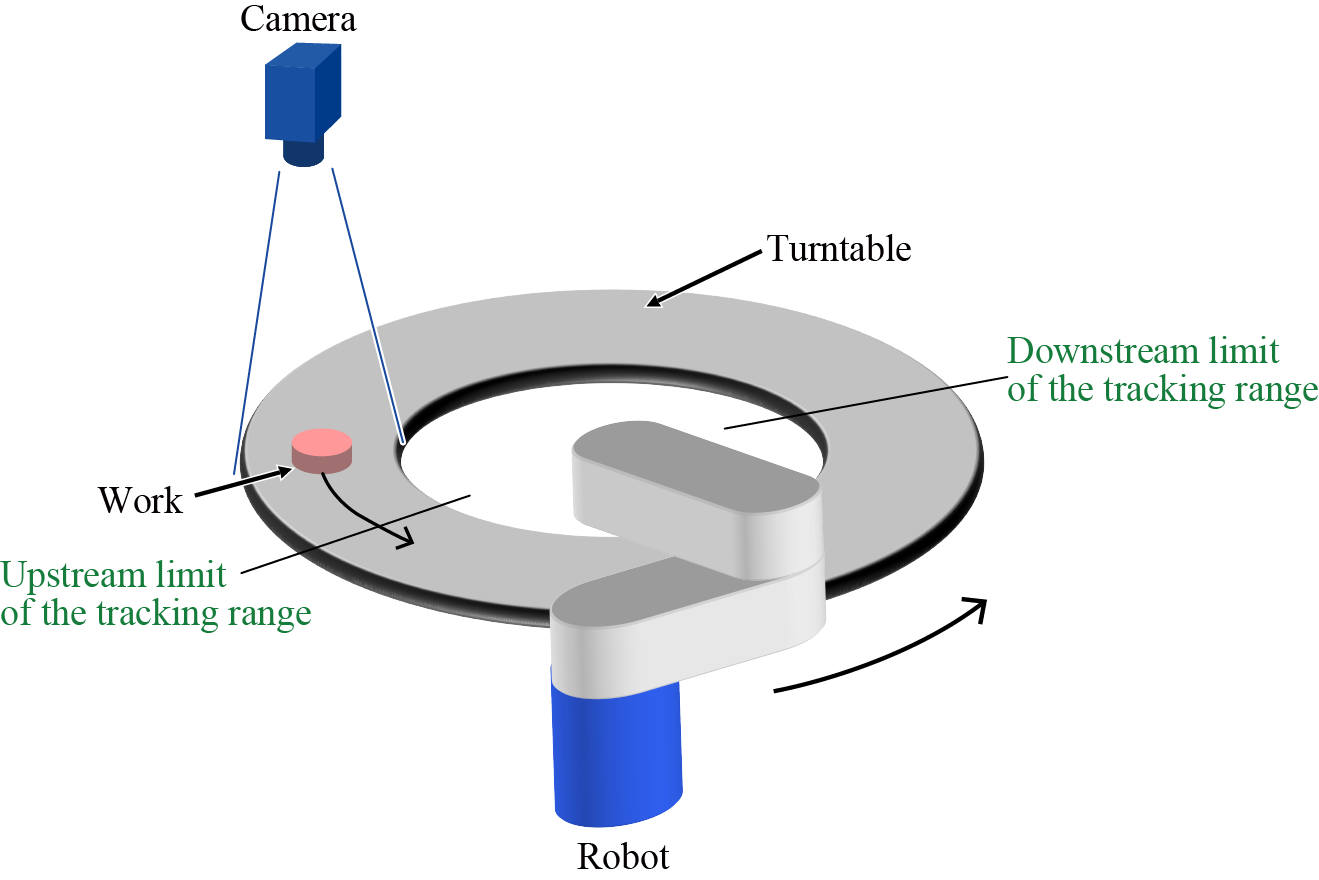
TrackStart 1Wait until the tracking target work enters the tracking range.
Wait TrackInRange(1), 10000, timeoutFlgWith performing the catch up motion in order that the robot moves with the turntable speed, move the robot arm to the approach position which is 50 mm above of the tracking target work.
TrackApproach P, P[10], 50With the catch up motion, move the robot arm to the tracking target work.
TrackMove P, P[10]With the catch up motion, move the robot arm to the depart position which is 50 mm above of the tracking target work.
TrackDepart P, 50Terminate the tracking mode. Stop the catch up motion and reduce the robot arm speed until the robot fully stops.
If the workpiece moves across the downstream limit of the tracking range before executing this command, an error will be issued.
TrackStopPlace the picked workpiece to the ejection position.
Approach P, P[52], 50ID : 2895