
ID : 5341
Setup Procedure when Operating with Two or More Robots
If you operate with two or more robots, you need to setup both a master controller and a slave controller, respectively.
- For the calibration of the conveyor tracking/extended-joint tracking, perform in order of the master controller, the slave controller.
- Check that the joint setting of the slave controller is set to "Disable". If not, change the setting.
- Depending on the number of slave controllers and conveyors, sufficient performance may not be obtained because of the performance of the master controller's CPU. In that case, reduce the number of slave controllers and conveyors and split the system to lower the load on the master controller's CPU. Alternatively, consider to use a controller with a higher specification CPU as the master controller.
Setting Procedure for Using an Additional LAN Board
To use an additional LAN board for communication between the master-slave controllers, you need to change the "Multicast. I/F [IP Address]" parameter from the default value. For details, refer to "Communication between Master and Slave by Using Additional LAN Board".
Setting Procedure for the Master Controller
1 Displaying the [Master/Slave] window
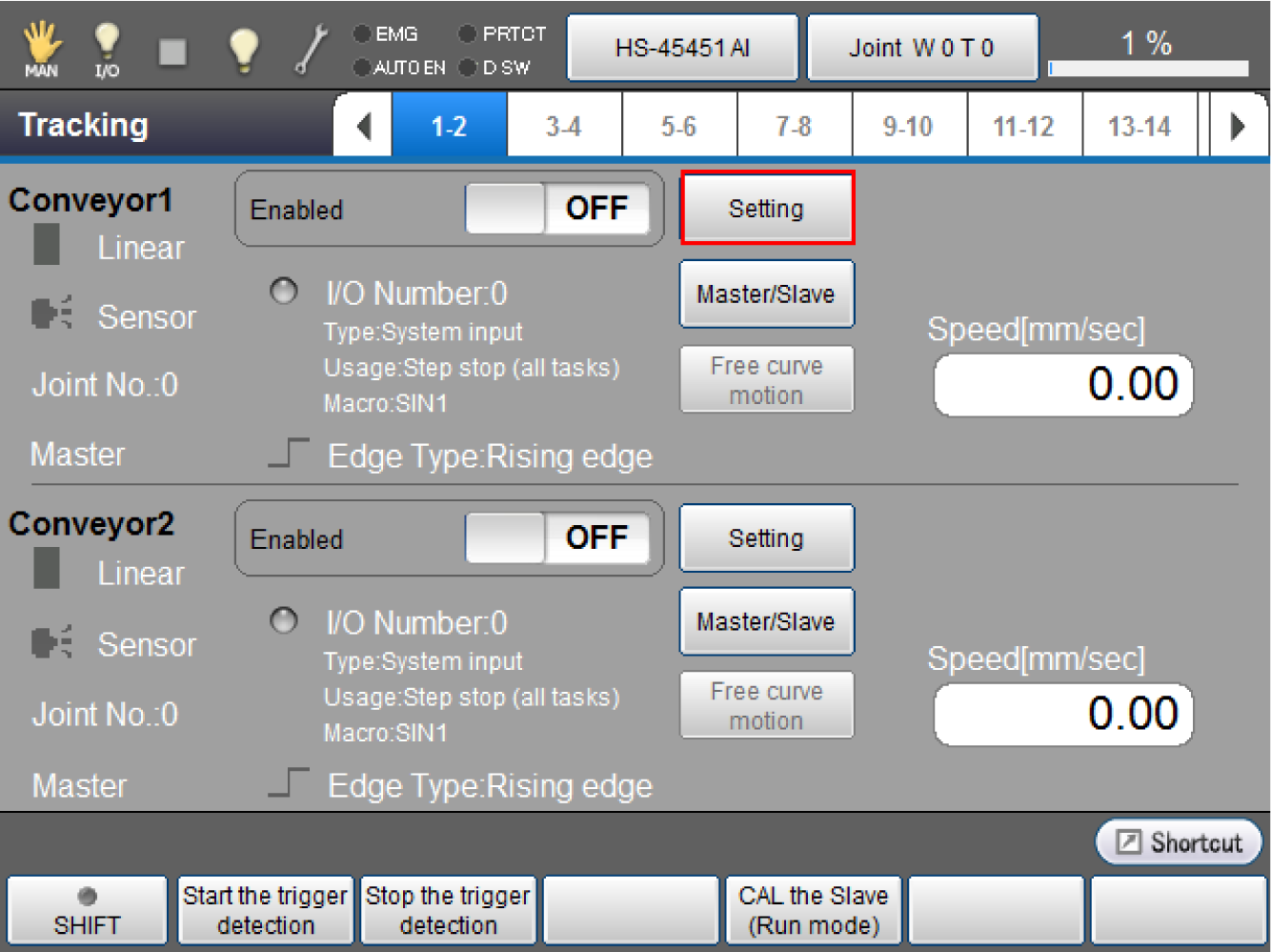
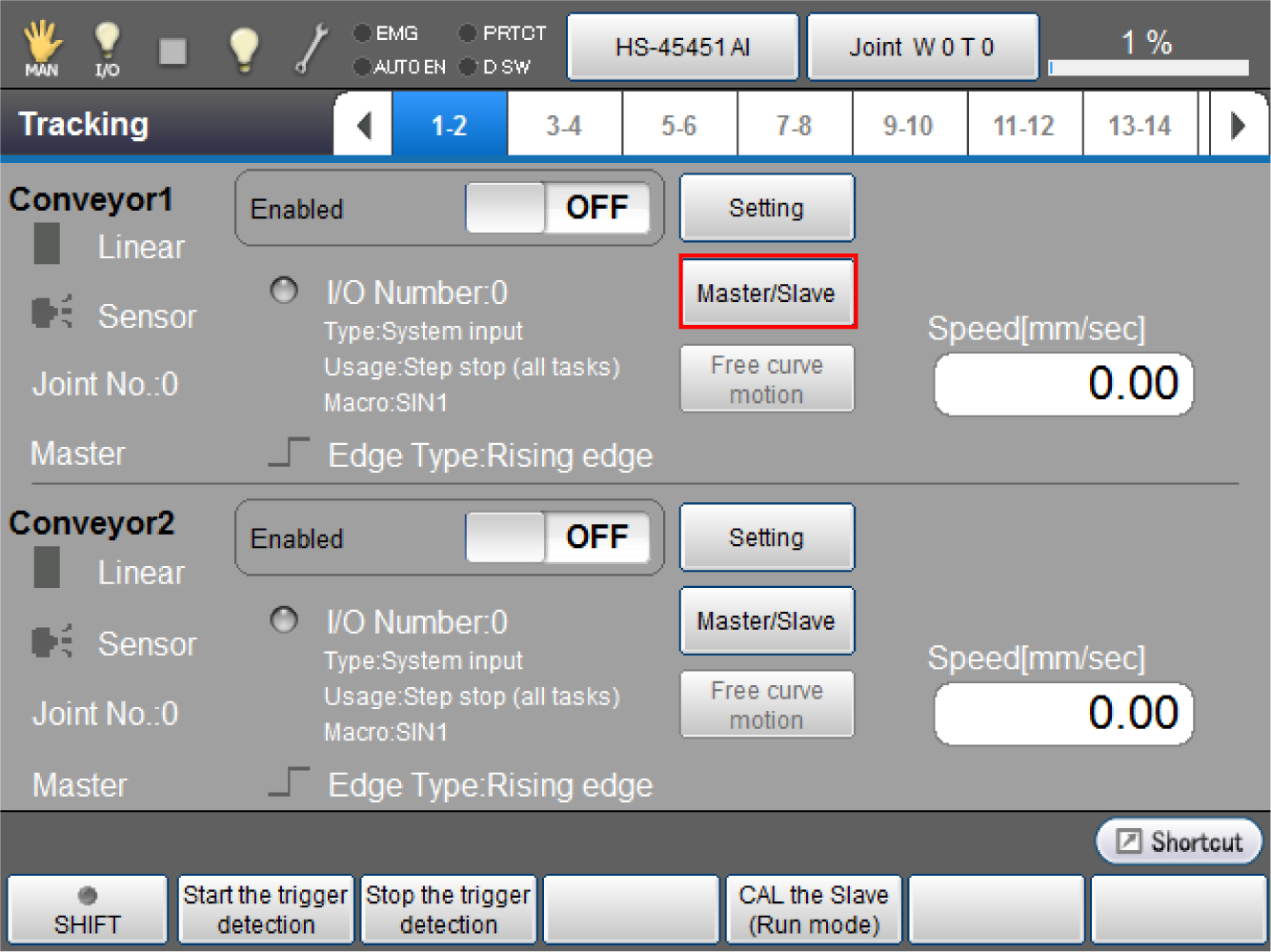
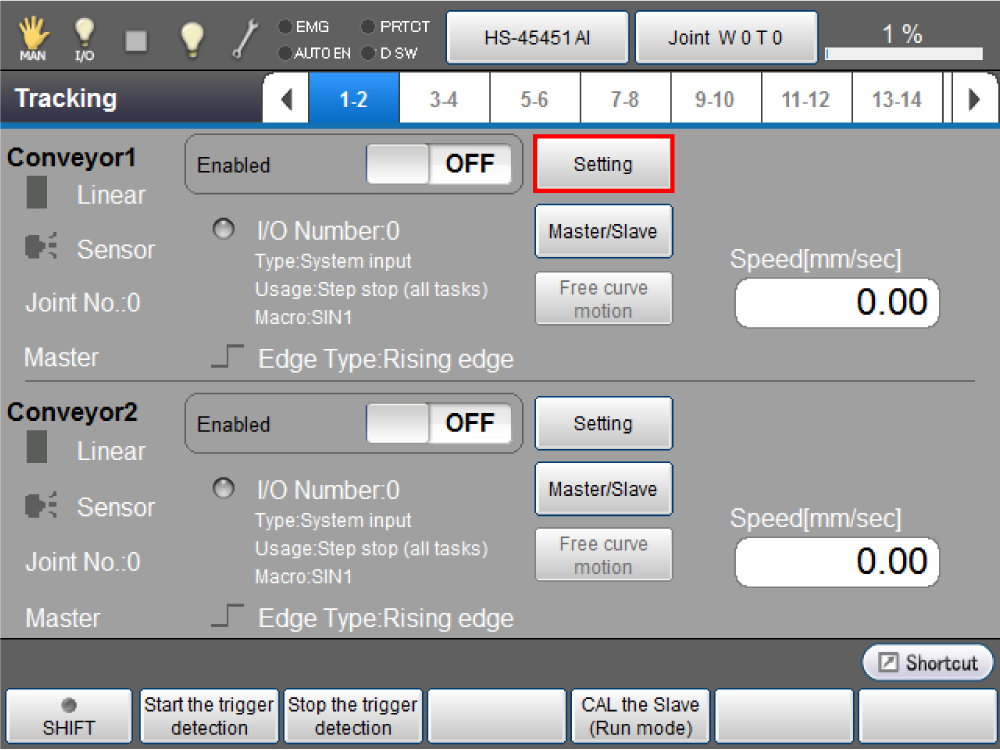
On the "Tracking" window, press "Master/Slave" for the conveyor which should be set as a slave.
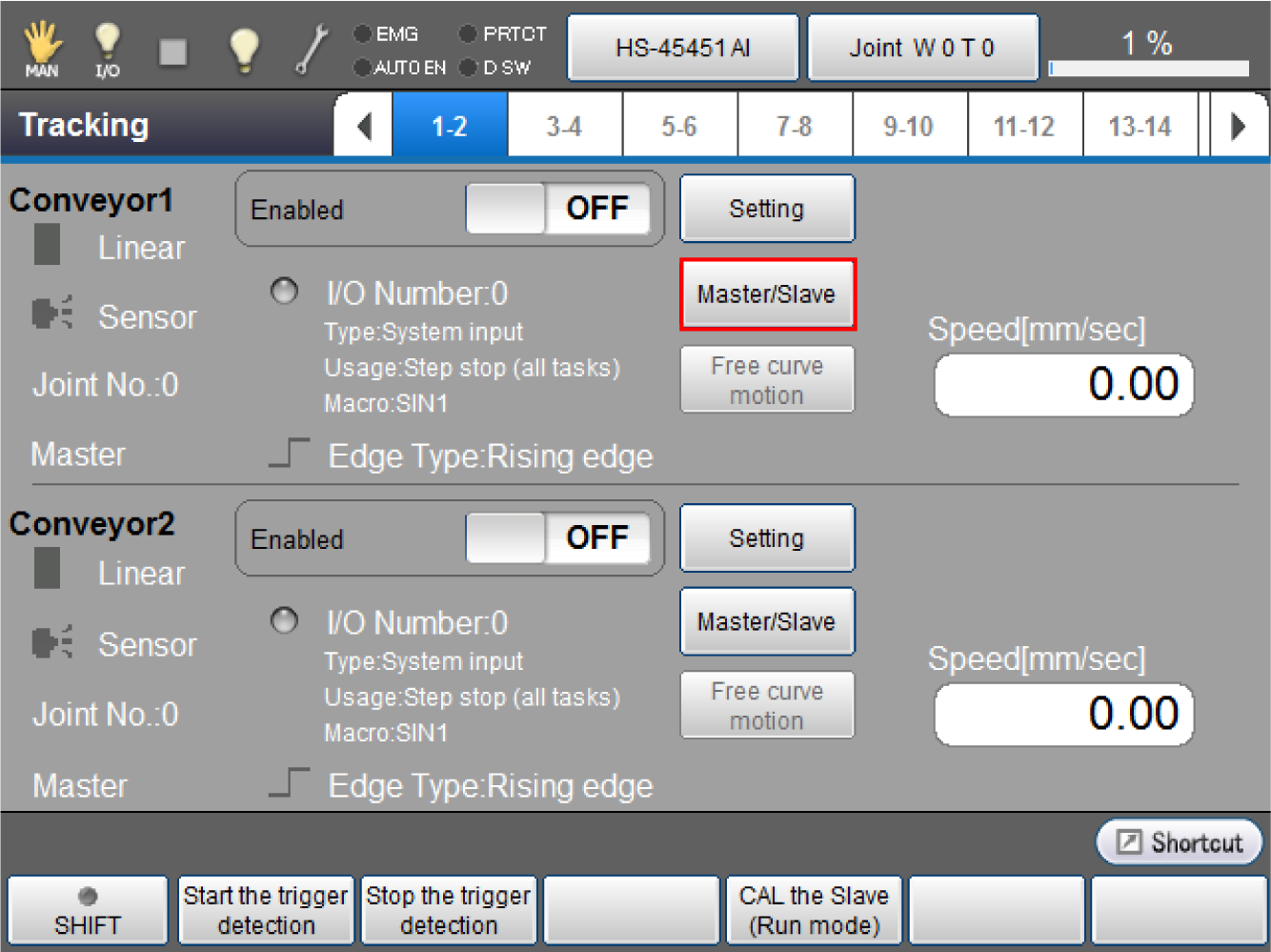
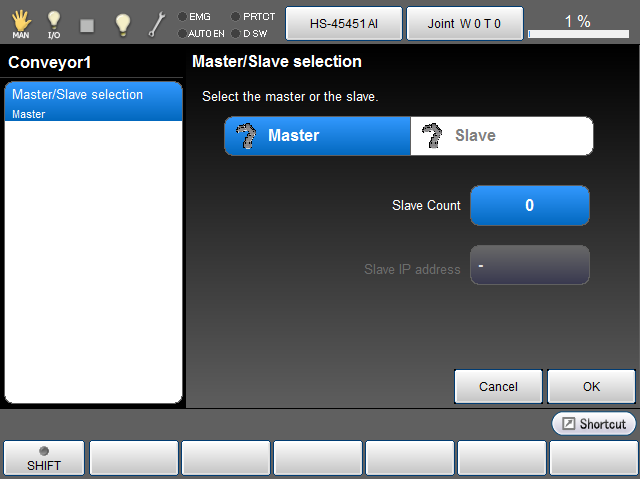
[Master/Slave] window is displayed.
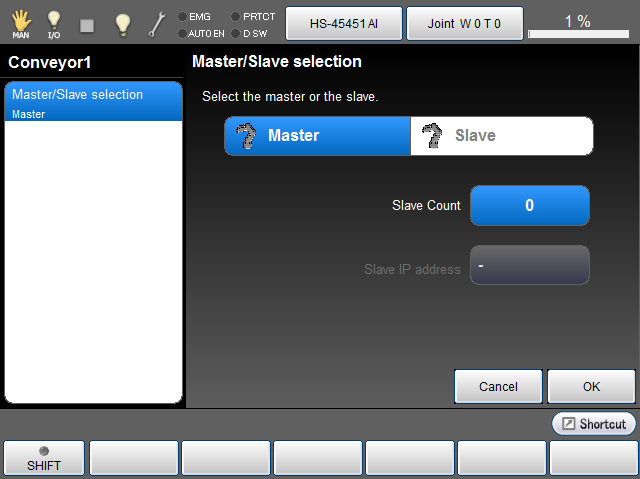
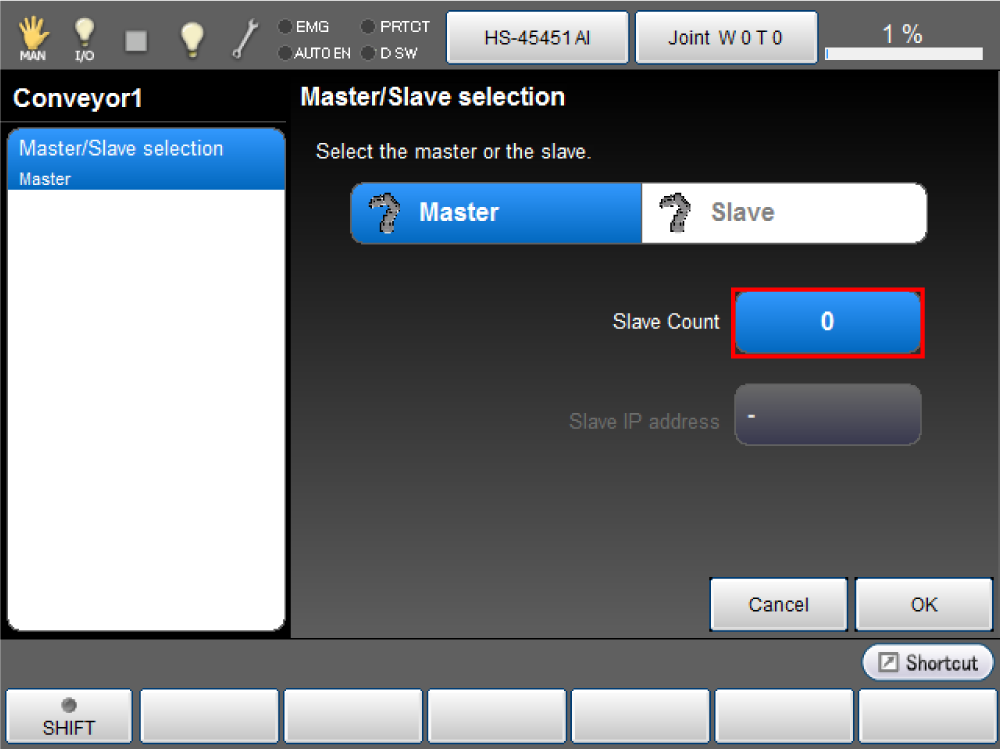
2 Setting the Slave Count
Press [Slave Count].
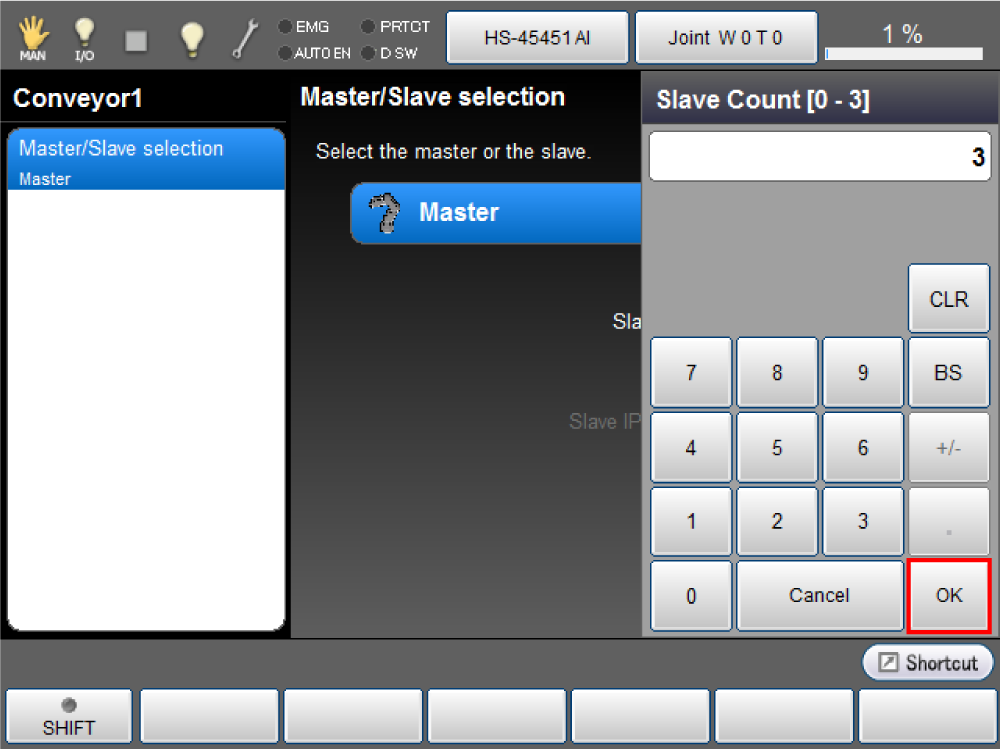
[Slave Count] window is displayed.
Enter the number of slave, and then press [OK].
This example assumes that three slaves are used.
3 Setting the IP Address of Slaves
From the "Slave IP address" selection, press [Slave1].
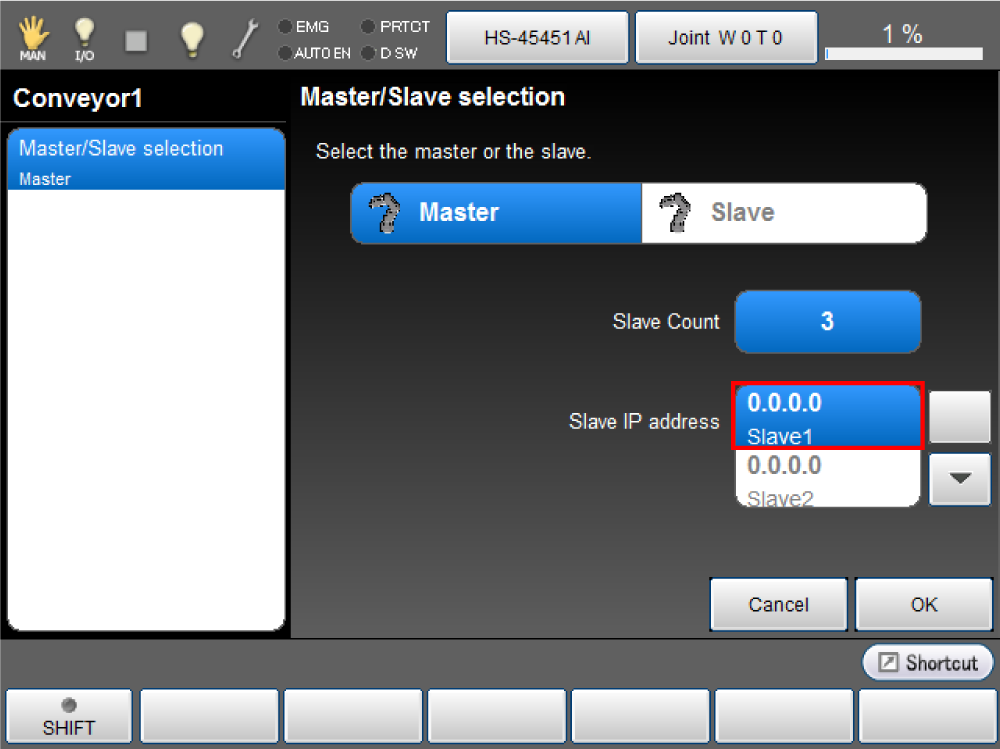
To select different slave address, use up and down allow keys.
[Slave IP address] is displayed.
Enter the I/P address of the slave controller using numeric keypad, then press [OK].
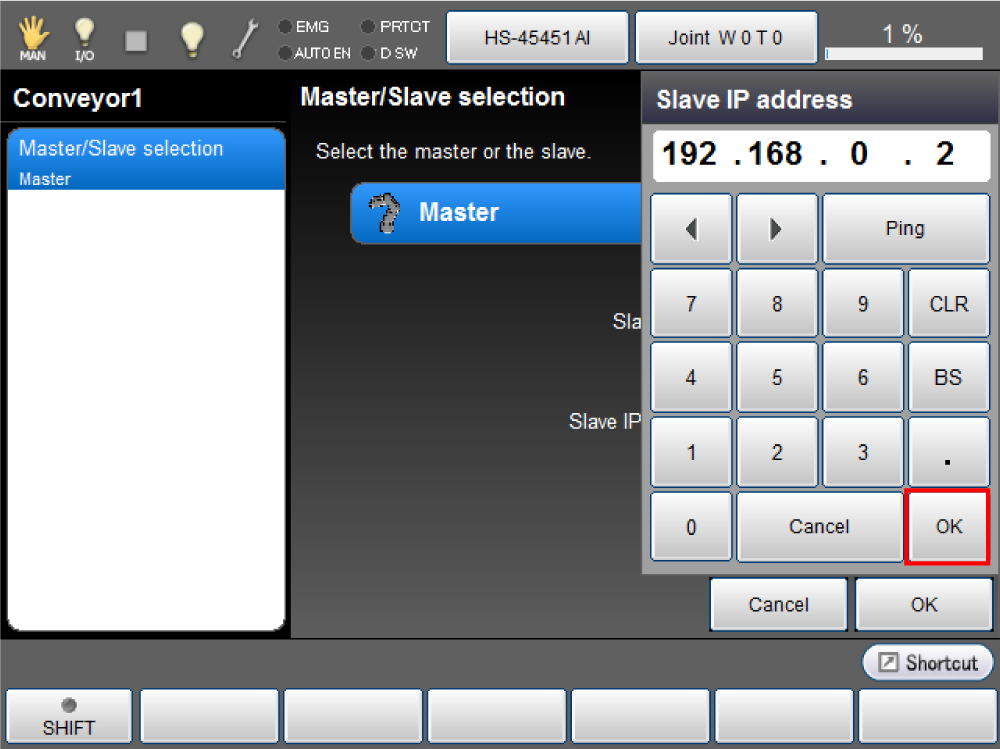
Enter all slave controller's IP addresses by repeating Step 3.
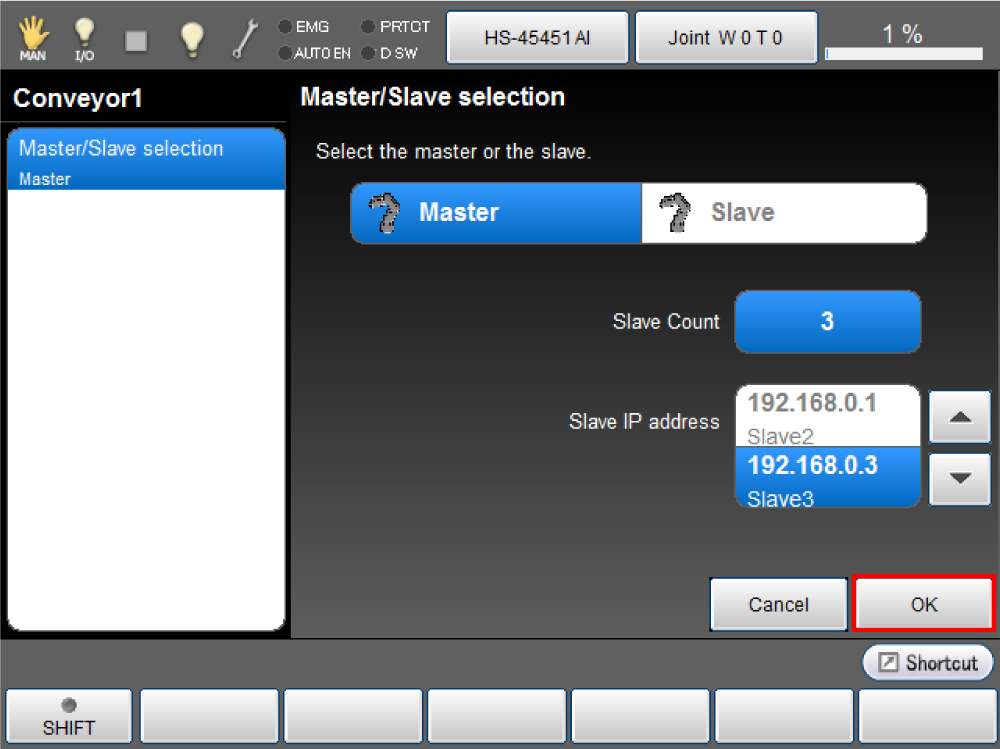
4 Applying the Setting
Once master controller's settings are complete, press [OK].
When system message is displayed, press [OK] if everything is satisfactory.
To discard the new settings, press [Cancel].
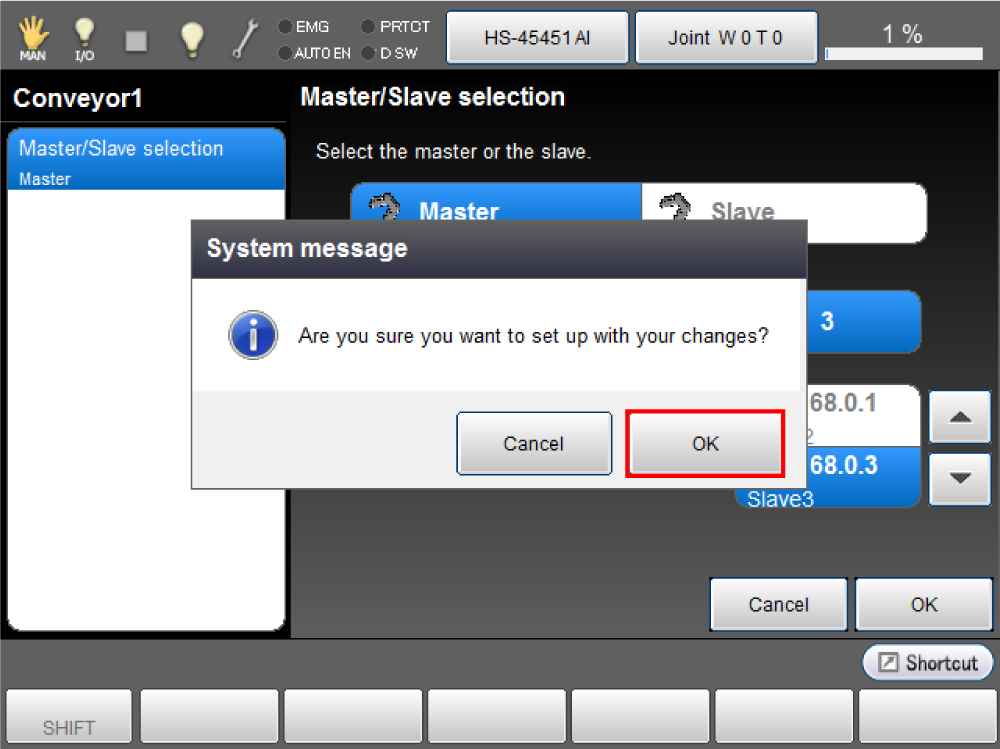
The setting change is confirmed and "Tracking" window is displayed.
5 Setting Up the Conveyor
Press [Setting] button of the "Conveyor 1" to setup.
The following steps are the same as the installation for one conveyor and one robot.
See "Selecting a Hardware", "Hardware Connection Confirmation", "Calibration".
Setting Procedure for the Slave Controller
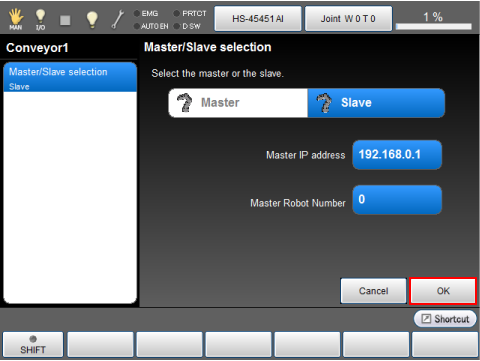
1 Displaying the [Master/Slave] window
On the "Tracking" window, press "Master/Slave" for the conveyor which should be set as master.
[Master/Slave] window is displayed.
2 Setting the IP Address of Master
Press [Slave].
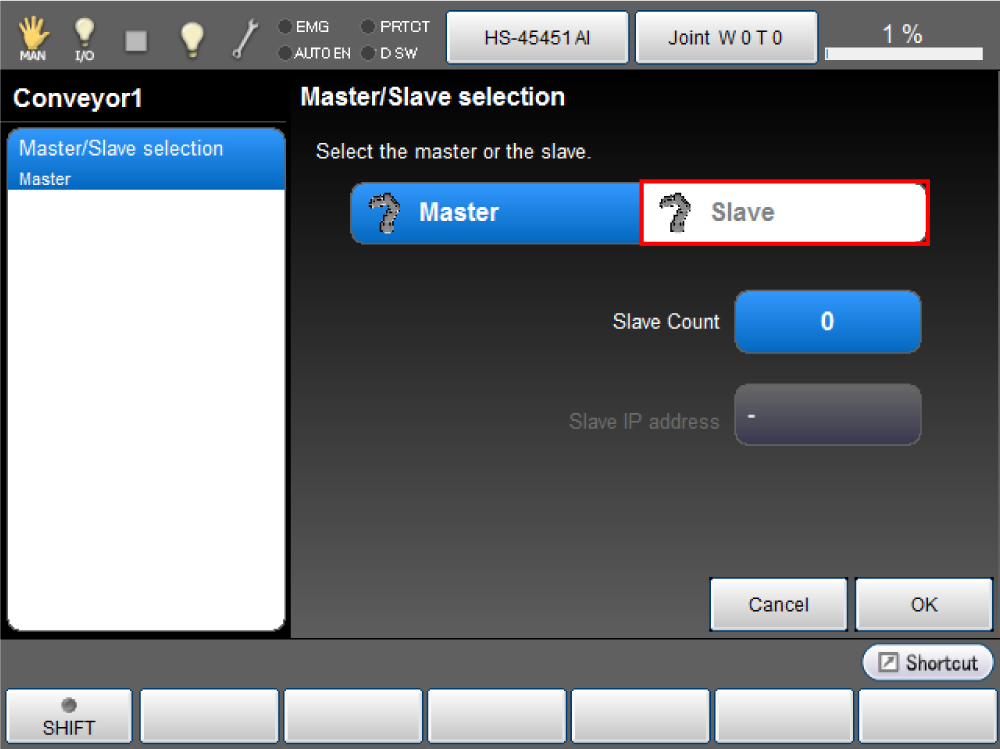
[Slave setting] window is displayed.
Press [Master IP address].
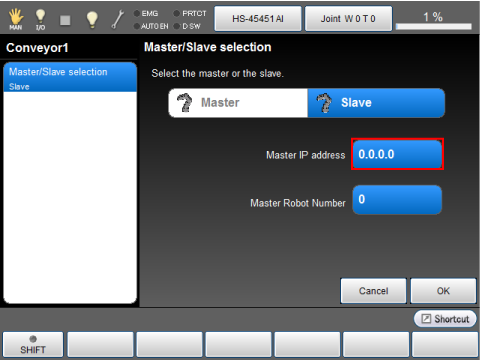
[Master IP address] is displayed.
Enter the I/P address of the master controller using numeric keypad, then press [OK].
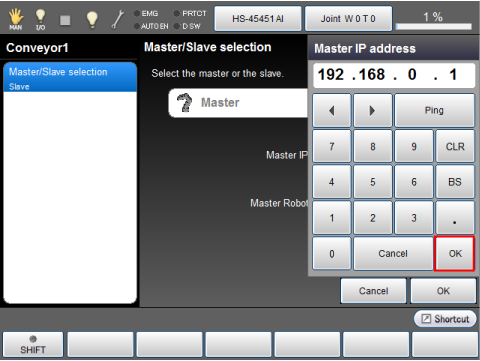
Once the [OK] button is pressed, parameter setting process will start. For the extended-joint tracking, this setting process will not be performed under the Motor-ON state. A system message that asks to turn off the motor is displayed.
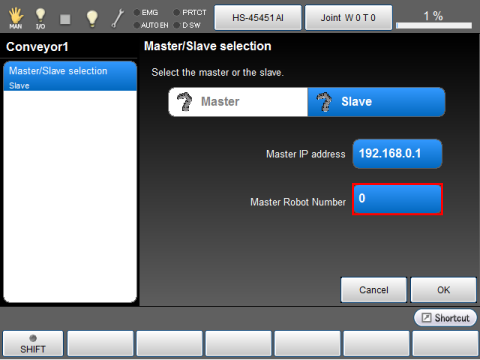
3 Set the Master Robot Number
Specify the robot number. This operation is available in Ver.2.8.* or higher.
When you use the dual arm control function, to set a dual arm-controlled robot as a master, enter the robot number that you want to run as a master of the conveyor tracking operation. If the dual arm control function is not used, leave this entry as 0.
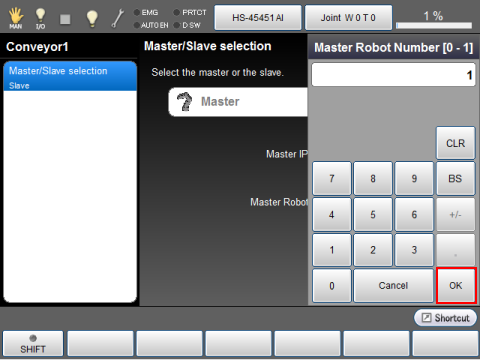
To change the entry, touch the number on the right of the [Master Robot Number] on the window.
Once the [Master Robot Number] window appears, enter a number and press [OK].
4 Applying the Setting
Once all item's settings are complete, press [OK].
When system message is displayed, press [OK] if everything is satisfactory.
To discard the new settings, press [Cancel].
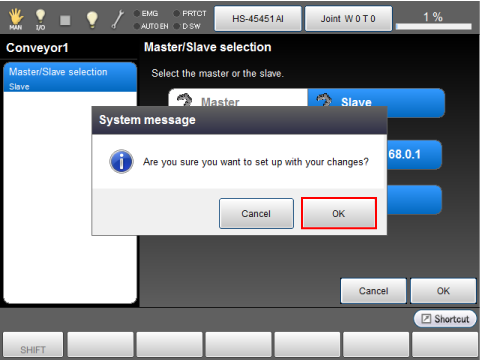
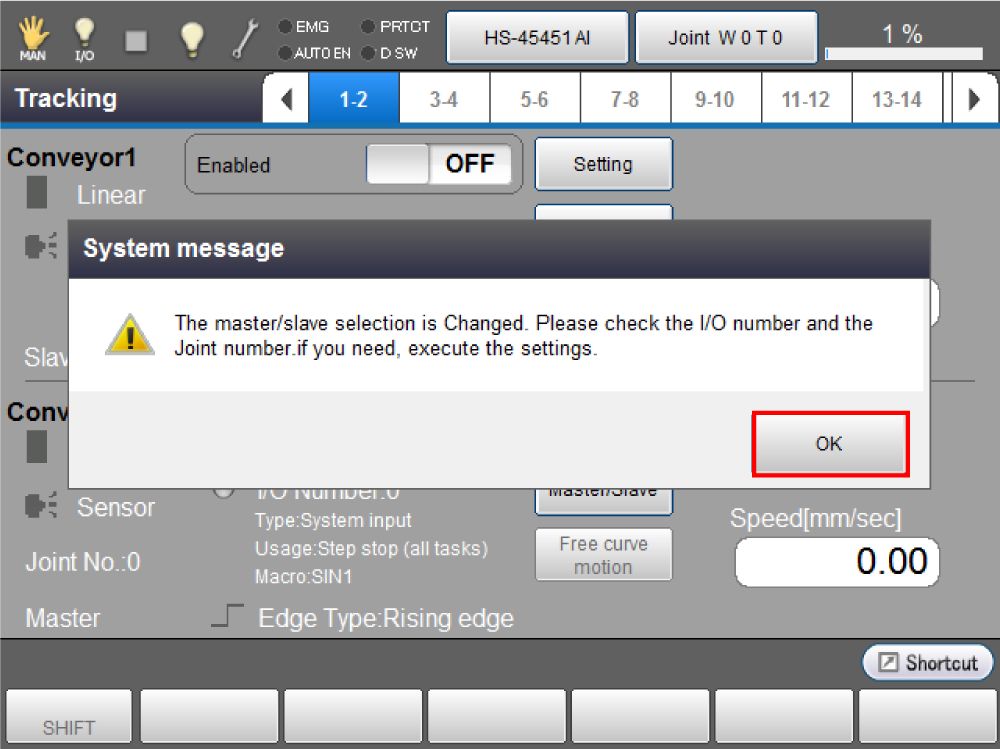
The setting change is confirmed and [Tracking] window is displayed.
Check the system message then press [OK].
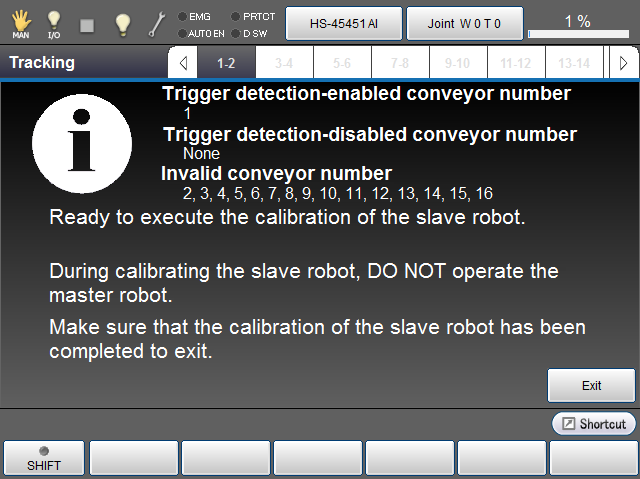
5 Switching to CAL the Slave (Run mode)
This operation is required if your robot controller version is lower than 2.8.*.
Start the [CAL the Slave (Run mode)] in the master controller.
Operation route: Top screen- [F10 Tracking] - [F4 CAL the Slave (Run mode)].
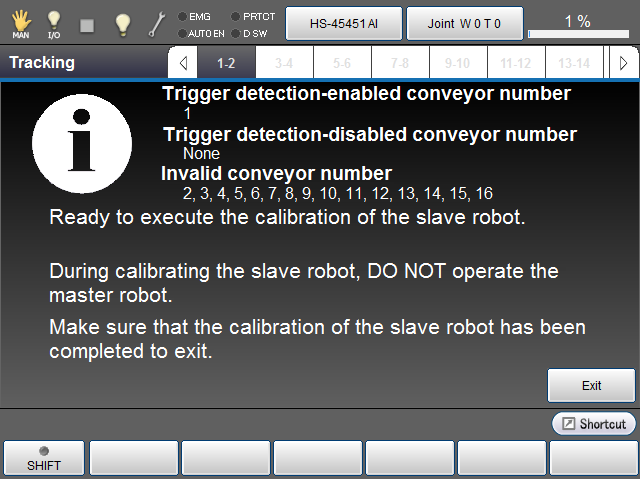
Do not operate the master controller during slave controller calibration.
6 Checking Connection with Master Controller
Press [Setting] on"Tracking" window.
Conveyor setting window is displayed.
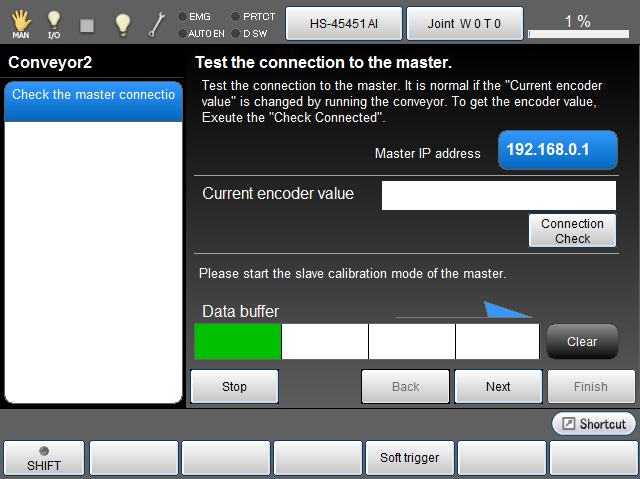
Start the conveyor then check whether the value of [Current encoder value], [Data buffer]changes properly. If the value changes, the setting is normal.
The "data buffer" in this context represents a "tracking buffer".
7 Setting Up the Conveyor
The following steps are the same as the installation for one conveyor and one robot.
See "Selecting a hardware", "Hardware Connection Confirmation", "Conveyor".
8 Terminating the CAL the Slave (Run Mode)
This operation is required if your robot controller version is lower than 2.8.*.
After calibration is complete, press [Exit Mode] of the master controller.
If You Use a Robot which was Used as Slave for a Master Robot.
You need to change the following items if you use a robot which was used as slave for a master robot.
Conveyor Tracking
- Connecting to the encoder for conveyor tracking
- Connecting to the I/O connector of the trigger signal
- Because the encoder of the conveyor tracking is not in use, select [Enable encoder only] to use the encoder.
- Because the robot is set as a slave, change it to a master.
Extended-joint Tracking
- Connecting to the extended-joint motor
- Connecting to the I/O connector of the trigger signal
- Because the extended-joint motor for the extended-joint tracking is not used, set it to [Enable]
- Because the robot is set as a slave, change it to a master
- Perform necessary setup for the extended-joint use
If You do not Use a Slave Robot
If the system includes multiple robots but some of these robots are unused, delete unused robots from the slave list which has set by the master robot.
If robots fail to chuck a workpiece on the conveyor, the data of the workpiece is stored in the memory in the master robot. As stored data accumulates, the speed of calculation to assign robots to workpieces will be longer. As a result, the chuck start timing of the robot will be delayed.
ID : 5341