
ID : 2673
Pallet.CalcPosTurning
Function
Specify the pallet conditions, stack count and the target position number to retrieve the desired position. In addition, if you execute this command on 4-axis robots, you can acquire the position with the optimum shoulder figure.
This command is available in Ver.2.10.1 or higher.
Syntax
Pallet.CalcPosTurning(P1_P3 divisions,P1_P2 divisions,Height of one stack,pallet 4-corner position P1,pallet 4-corner position P2,pallet 4-corner position P3,pallet 4-corner position P4,pallet target position number[, Stack count][, Robot Number])
Guaranteed Entry
- P1_P3 divisions
- Specify the number of divisions on the P1-P3 direction (N) by integer type data.
- P1_P2 divisions
- Specify the number of divisions on the P1-P2 direction (M) by integer type data.
- Height of one stack
- Specify the height of one stack by single precision real number type data. The position of the height of pallet is calculated by [Height of one stack]*([Stack count]-1). If pallets are piled up successively, enter a positive value.
If pallets successively diminish in number, enter a negative value.
When you use the [Stack count] with 1 always, this value is not available. Enter 0. - Pallet 4-corner position P1
- Specify the first position in the four corners by position type data.
- Pallet 4-corner position P2
- Specify the second position in the four corners by position type data.
- Pallet 4-corner position P3
- Specify the third position in the four corners by position type data.
- Pallet 4-corner position P4
- Specify the fourth position in the four corners by position type data.
- Pallet target position number
- Specify the target position number that is counted from the first position of the stack by integer type data.
- Stack count
- Specify the stack count from the first stack by integer type data.
This should be "1" if this is omitted. - Robot Number
- This option is available in Ver.1.9.* or higher.
When the cooperative control function is used, specify the robot number range by integer type data. Available range is from 0 (Robot0) to 1 (Robot1). This is omittable. This should be "0" (Robot0) if it is omitted.
Return Value
Return a target position by position type data.
Description
Specify the pallet conditions, stack count and the target position number to retrieve the desired position.
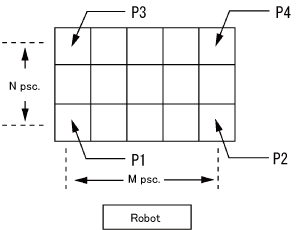
Pallet conditions to specify are; P1-P3 division (N), P1-P2 division (M), stack height, and pallet four corners (P1 to P4).
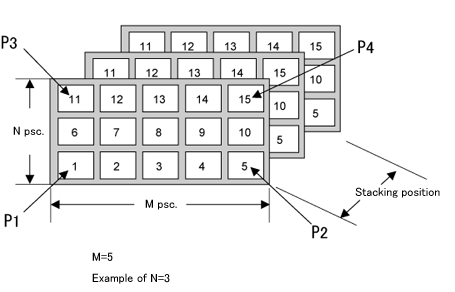
Pallet position numbers are assigned from P1 to P2 and after P2, subsequent numbers are assigned from P1 plus 1 to P3 horizontally as indicated in the figure.
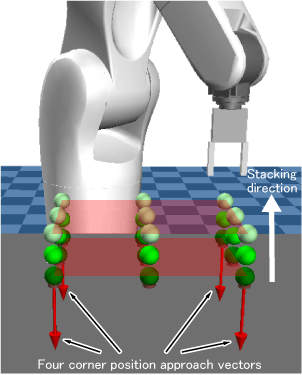
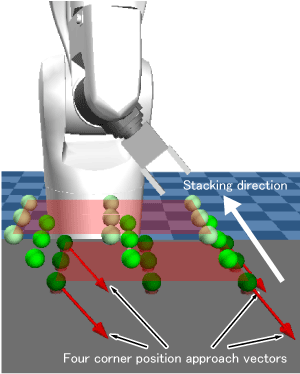
The height of one stack increases in the negative direction to the approach vectors at the four corner positions (P1-P4) of a pallet (hereinafter called “four corner position approach vectors”).
For example, when the four corner position approach vectors face in the vertically downward direction to the XY plane of the base coordinates, the height of one stack increases in the vertically upward direction from the XY plane (Example 1).
When the four corner position approach vectors face in the obliquely downward direction to the XY plane of the base coordinates, the height of one stack increases in the obliquely upward direction from the XY plane (Example 2).
Consider the height direction of stacking as well to teach the four corner positions (P1-P4) of a pallet.
In the following movies, a robot moves to positions specified by return values of Pallet.CalcPosTurning command, and then sphere-shaped objects appear at those positions.
Example 1
Example 2
Difference from Pallet.CalcPos Command
In Pallet.CalcPos command, the process that optimizes the shoulder figure is not included, so a position that the 4th axis rotated more than one turn may be calculated in some cases. On the other hand, this Pallet.CalcPosTurning command can acquire the position with the optimum shoulder figure.
For example, assuming that specify the position that the 4-axis figure is SINGLE for pallet 4-corner position P1, and the position that the 4-axis figure is DOUBLE for pallet 4-corner position P2.
In this case, the 4-axis figure is switched somewhere between P1 and P2. This command calculates the position so that this switching is performed smoothly.
Related Terms
Attention
We assume that this command is executed on 4-axis robots (HM, HSR, HS, HSA1, XR robots). This command can also be used on 6-axis robots, but the acquired result is the same as Pallet.CalcPos command.
Example
'!TITLE "Acquiring Coordinate Position of Pallet Target Position Number"
' Acquire coordinate position designated by pallet target position number and display it on
the message output window
Sub Sample_PalletCalcPosTurning
Dim aaa As Position
Dim bbb As Position
Dim ccc As Position
Dim ddd As Position
Dim eee As Position
Dim fff As Position
Dim ggg As Position
' Assign position indicating pallet four corner position P1 to aaa
aaa = P( 600, -100, 50, -180, 0, 180, 5 )
' Assign position indicating pallet four corner position P2 to bbb
bbb = P( 600, 100, 50, -180, 0, 180, 5 )
' Assign position indicating pallet four corner position P3 to ccc
ccc = P( 400, -100, 50, -180, 0, 180, 5 )
' Assign position indicating pallet four corner position P4 to ddd
ddd = P( 400, 100, 50, -180, 0, 180, 5 )
' Assign coordinate position of pallet target position number 1 to eee
eee = Pallet.CalcPosTurning( 3, 5, 20, aaa, bbb, ccc, ddd, 1, 1 )
' Display coordinate position of pallet target position number 1 on the message output window
PrintDbg eee
' Assign coordinate position of pallet target position number 8 to fff
fff = Pallet.CalcPosTurning( 3, 5, 20, aaa, bbb, ccc, ddd, 8, 1 )
' Display coordinate position of pallet target position number 8 on the message output window
PrintDbg fff
' Assign coordinate position of pallet target position number 15 to ggg
ggg = Pallet.CalcPosTurning( 3, 5, 20, aaa, bbb, ccc, ddd, 15, 1 )
' Display coordinate position of pallet target position number 15 on the message output window
PrintDbg ggg
End SubID : 2673