
ID : 2855
Overview
Brief Description of the Circular Tracking
Circular tracking is a robot function that allows robots to keep track of workpieces carried by the turntable without stopping the turntable.
There are two types of circular tracking.
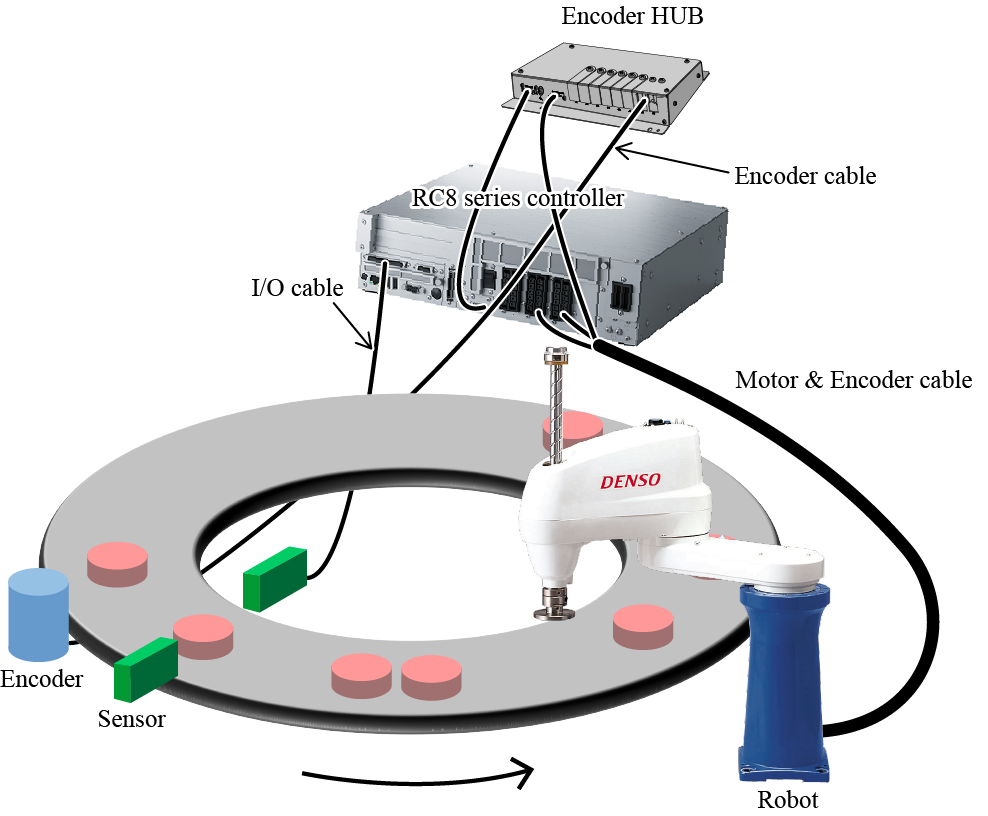
- Sensor tracking
- The sensor tracking system is applied to pick up workpieces which are placed in the same arc with arbitrary interval on the moving turntable.
In this system, a signal is generated when a workpiece traverses in front of a photoelectric sensor.
Once this signal is generated, position data of the workpiece is registered in the controller. Based on that, the controller calculates the expected workpiece position on the turntable and instructs the robot to follow the workpiece. This process is performed whenever a workpiece passes in front of the photoelectric sensor. -
- Vision tracking
- The vision tracking system is applied to pick up workpieces which are placed on arbitrary position and attitude on the moving turntable.
In this system, a signal is generated when an image recognition unit of the vision sensor detects a workpiece.
Once this signal is generated, position and the angle of the workpiece are registered in the controller. Based on that, the controller calculates the expected workpiece position and instructs the robot to follow the workpiece. This process is performed whenever the signal is generated.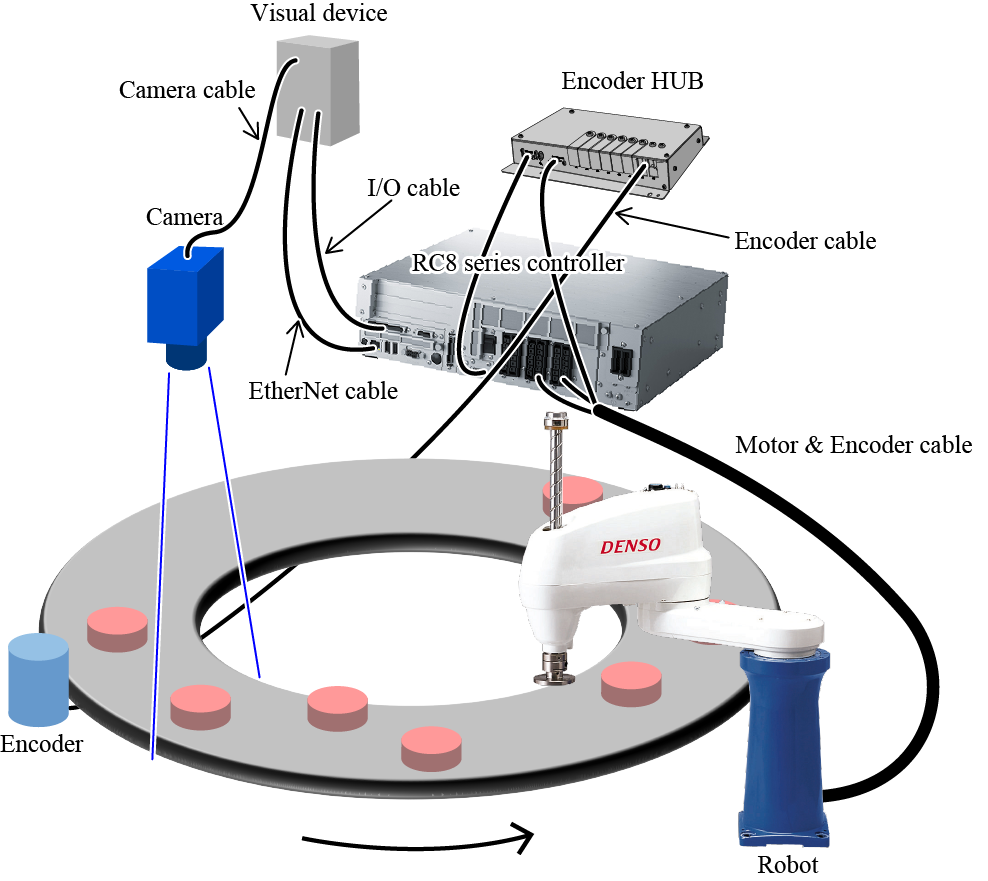
The sensor tracking and the vision tracking function cannot be used with the cooperative control function and the force control function.
The combination use with the exclusive control is available in version 2.8.* or higher.
Enabling Circular Tracking Function
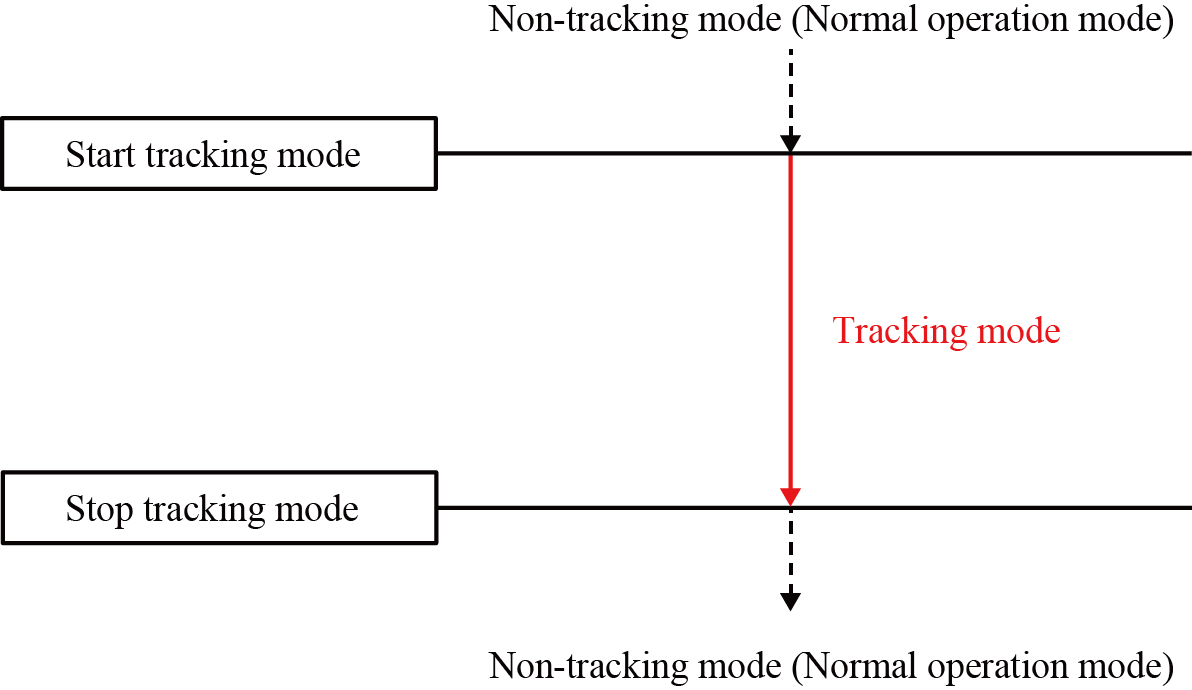
The operation status of the circular tracking are defined by the following terms.
- Tracking mode
- "Tracking mode" means a state that the circular tracking is enabled.
Calling circular tracking-dedicated commands ("TrackAbsApproach", "TrackAbsMove", "TrackApproach", "TrackDepart", "TrackMove" and "TrackDraw")
while the circular tracking is enabled will allow robots to follow the target position according to the turntabler's motion. - Non-tracking mode (Normal operation mode)
- "Non-tracking mode" means a state that the circular tracking is disabled. This is the default setting at the controller startup.
To move a robot arm to a static target position, use motion commands ("Approach", "Depart" and "Move") in this mode.
To change the tracking mode, use dedicated commands for tracking mode change (TrackStart and TrackStop).
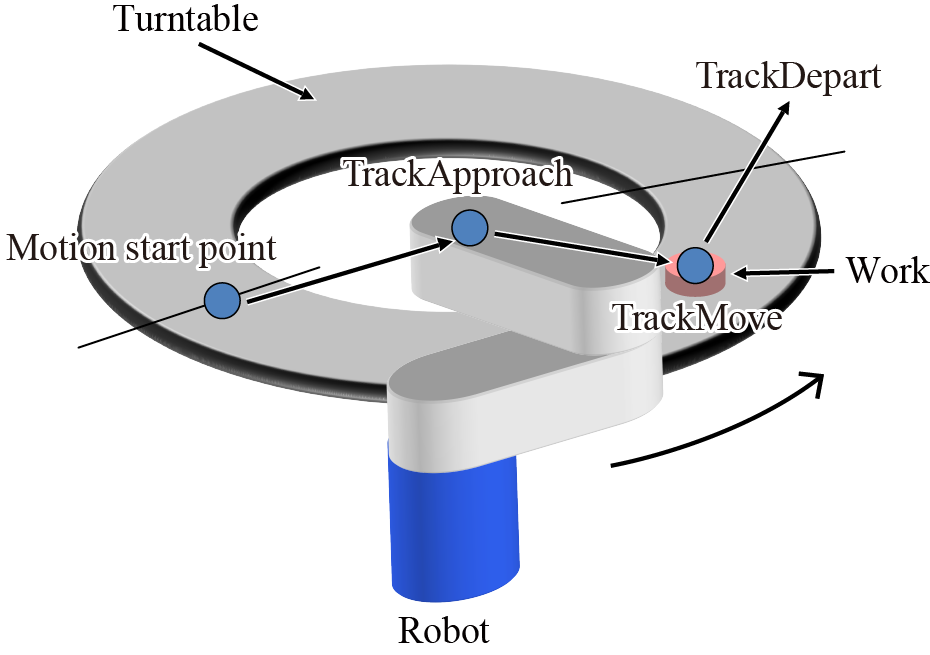
Robot Motion during Tracking Mode
While tracking mode is enabled, robot motion is controlled by the tracking mode-dedicated commands ("TrackAbsApproach", "TrackAbsMove", "TrackApproach", "TrackDepart", "TrackMove" and "TrackDraw").
Please note that if a tracking mode-dedicated command is used during tracking mode even once, robot starts automatically moving in parallel with the turntable in order to track with the turntable motion.
The robot motion status during the tracking mode are defined by the following terms.
- Catch-up motion
- Catch-up motion indicates a robot motion that catches up to the target workpiece on the turntable.
The robot accelerates its speed until it catches up to the workpiece, and then moves in parallel to the turntable once the robot reaches the workpiece. - Robot task motion
- Robot task motion is a robot motion that performs actual robot tasks along with the catch-up motion.
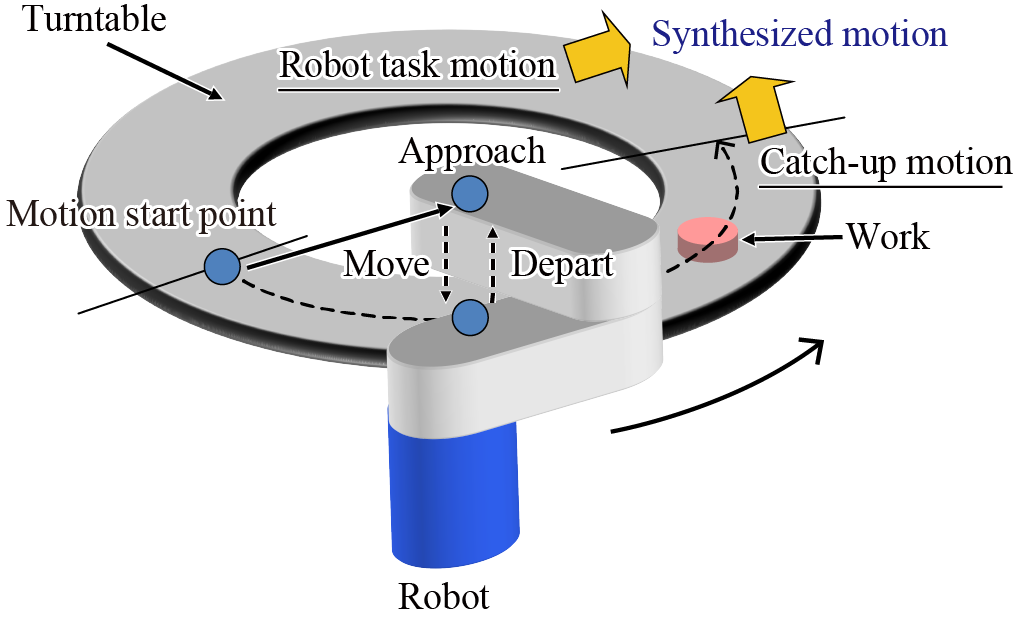
Robot motion during the tracking mode is the synthesized motion of the catch-up motion and the robot task motion.
For example, a TrackApproach motion is a synthesized motion of the catch-up motion and Approach motion. In this context, Approach motion corresponds to the robot task motion.
Types of the tool-end posture control
In the circular tracking, there are two types of end-effector posture control during the tracking mode.
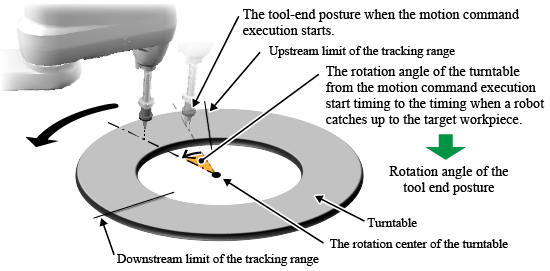
To rotate the tool-end posture along with the turntable rotation.
As the following figure shows, a robot moves with turning the tool-end posture along with the turntable rotation.
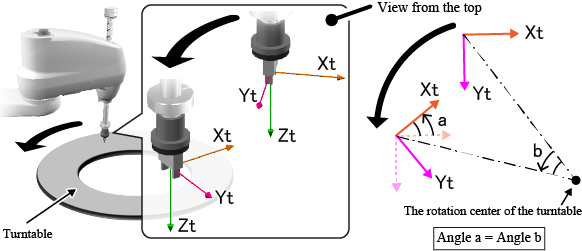
The reference posture at the rotation differs depending on the motion command.
-
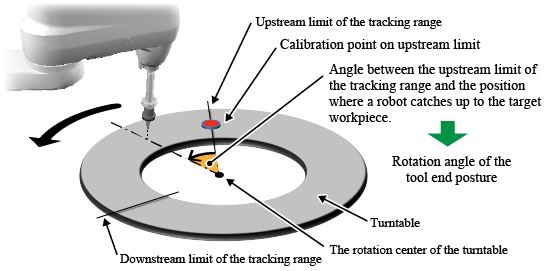
Motion command is "TrackApproach” or "TrackMove"
The reference posture is the posture of Calibration point on upstream limit.
Calibration point on upstream limit is a position that is taught by customers to configure Upstream limit of the tracking range.
In the actual motion, by the angle between the Upstream limit of the tracking range to the position where a robot catches up a workpiece, the robot rotates the said reference posture.
-
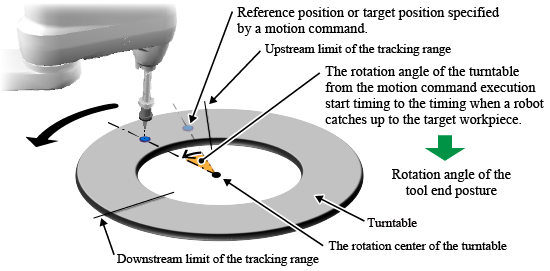
Motion command is "TrackAbsApproach", "TrackAbsMove"
The reference posture in the "TrackAbsApproach" is the posture in the position which is specified in the second argument "Reference position".
The reference posture in "TrackAbsMove" is the posture in the position which is specified in the second argument of "Target position".
In the actual motion, by the rotation angle of the turntable from the start timing of a motion command (either "TrackAbsApproach" or "TrackAbsMove") to the timing when a robot catches up a workpiece, the robot moves with rotating the said reference posture.
-
Motion command is "TrackDepart" or "TrackDraw"
The reference posture is the posture in the position when the motion command ("TrackDepart"or "TrackDraw") starts.
In the actual motion, by the rotation angle of the turntable from the start timing of a motion command (either "TrackDepart" or "TrackDraw") to the timing when a robot catches up a workpiece, the robot moves with rotating the said reference posture.
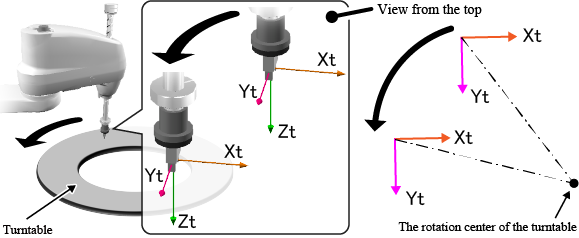
To keep the tool-end posture stable
As the following figure shows, regardless of the rotation angle of turntable, a robot moves with keeping a given tool-end posture.
However, this control method is only available in the robot controller software version 2.8.* or higher.
The posture of the tool end to be taken as a stable posture differs depending on the motion command. Refer to the following table.
| Commands | The posture of the tool end to be taken as a stable posture |
|---|---|
| TrackAbsApproach | The posture taken in the position specified by the guaranteed entry "Reference position". |
| TrackApproach | |
| TrackAbsMove | The posture taken in the position specified by the guaranteed entry "Target position". |
| TrackMove | |
| TrackDepart | Posture in the current position |
| TrackDraw |
How to specify the tool-end posture control
To specify the tool-end posture control, use TrackStart command. For details, refer to TrackStart command.
Range of the Catch-up motion
If a tracking mode-dedicated command ("TrackAbsApproach", "TrackAbsMove", "TrackApproach", "TrackDepart", "TrackMove", "TrackDraw") is used during tracking mode even once, robot starts automatically moving in parallel with the turntable in order to keep tracking with the turntable motion.
In RC8 series, to define the area of circular tracking according to the operation, following terms are defined.
- Tracking range
- This is an area on the turntable where the robot can perform the catch-up motion.
Tracking range is delimited by the upstream limit and the downstream limit. The upstream limit is set to the direction where a workpiece comes from, whereas the downstream limit is set to the direction where a workpiece goes to. To use multiple robots, set a tracking range for respective robots.
- Upstream limit of the tracking range (Upstream limit)
- This is the tracking limit on the upstream of the turntable. Once a workpiece passes this limit, a robot starts the catch-up motion.
This must be set within the motion range of the robot arm.
- Downstream limit of the tracking range (Downstream limit)
- This is the tracking limit on the downstream of the turntable. Once a workpiece reaches this limit, robot stops the catch-up motion and starts deceleration.
This must be set within the motion range of the robot arm.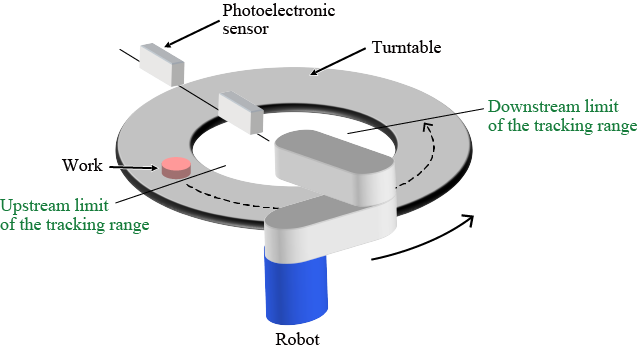
Circular Tracking with Multiple Robots
By using RC8 series, multiple robots can perform circular tracking on one turntable.
This operation is practical when multiple robots perform each task in different area on the turntable, provided that the circular tracking area is divided into two parts; upstream and downstream.
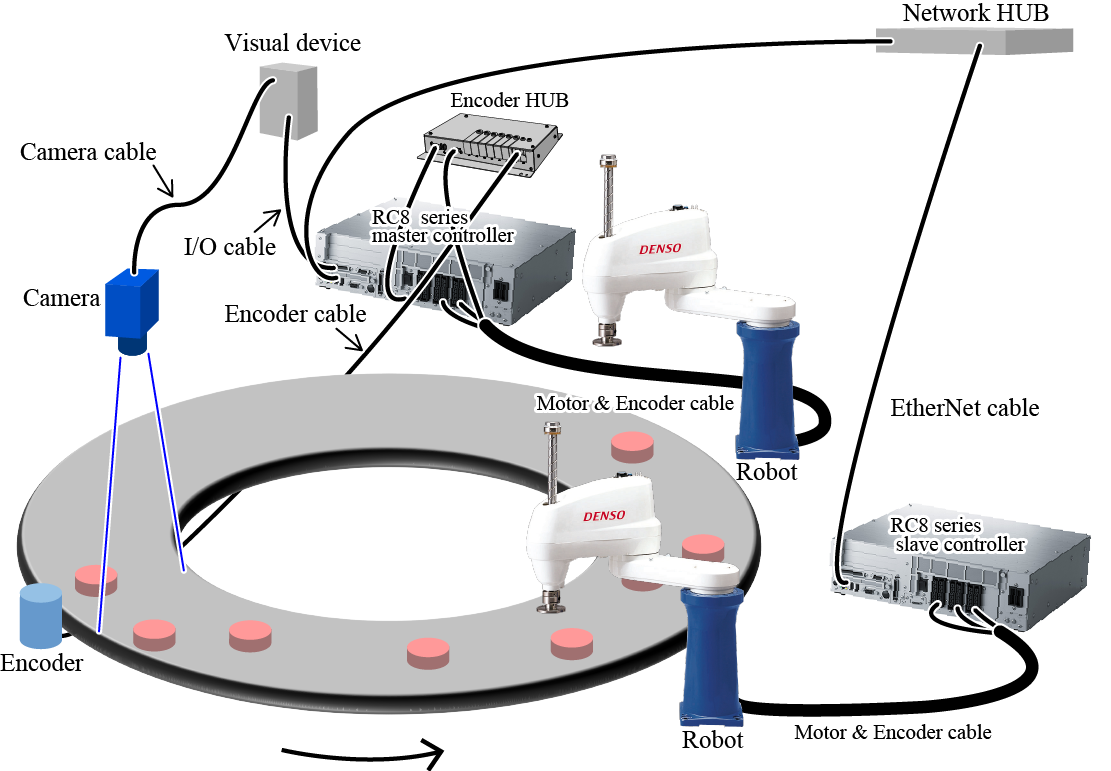
When circular tracking is performed by multiple robots, each robot controller is assigned to one of the following.
- Master Controller
- Master controller receives a signal that is generated when a sensor or vision sensor detects a workpiece in order to obtain the position information of the workpiece.
Among multiple controllers, only one controller is assigned to the master controller. This controller performs circular tracking itself and also is entitled to instruct other controllers which workpiece to track. - Slave Controller
- All controllers except master controller will be the slave controller.
A slave controller receives tracking target workpiece data via Ethernet communication, and then performs circular tracking.
ID : 2855